
QIDI TECHNOLOGY X-one に関する記事です。
QIDI TECHNOLOGY X-one はいわゆる 3D プリンターです。
QIDI TECH のサイトに何故か製品ページがないので、ユーザーマニュアルをベースにして記事を書いてみます。
See Also:
Amazon で買えます (購入時: ¥53,900)。現行品は X-One 2 です。

| 諸元 | |||
| 操作パネル | 3.5インチタッチスクリーン | 積層ピッチ | 0.1mm~0.5mm (調整可能) |
| 押出機 | シングル | ノズル温度 | ~250℃ |
| 造形サイズ | 150(L)x150(W)x150(H)mm, ヒートベッド | ヒートプレート温度 | ~120℃ |
| 利用可能フィラメント | ABS / PLA / PVA / HIPS | サポートソフトウェア | QiDI (SD カード内に収録), Cura, Simplify 3D |
| 精度 | 0.1mm | 接続 | SD カード, USB |
| ノズル径 | 0.4mm | フレーム | メタルボディ |
| 造形スピード | ~150mm/s (調整可能) | XYZ ベアリング | 耐摩耗性, Oil-infused Bronze |
| ノズル流速 | 24cc/h | 本体サイズ | 380(L)x320(W)x360(H)mm |
| 入力電圧 | 115V / 230V | 梱包サイズ | 470(L)x400(W)x520(H)mm |
| 消費電力 | 350W | 本体重量 | 19kg |
QIDI 純正のフィラメントも Amazon から買えるようですね。
| 色 | PLA (1.75mm / 1.0kg) |
PLA (1.75mm / 1.5kg) |
ABS (1.75mm / 1.5kg) |
| ■ クリヤー | QD3DF-24 | QD3DF-21 QD3DF-34 |
|
| ■ ホワイト | QDFPLA-10 | QD3DF-14 QD3DF-29 |
QD3DF-18 |
| ■ グレー | QDFPLA-6 | QD3DF-16 | QD3DF-15 QD3DF-39 |
| ■ シルバー | QDFPLA-2 | ||
| ■ ブラック | QDFPLA-9 | QD3DF-22 | QD3DF-19 QD3DF-30 |
| ■ ブルー | QDFPLA-1 | QD3DF-02 QD3DF-33 |
QD3DF-04 |
| ■ パープル | QD3DF-09 QD3DF-36 |
QD3DF-11 | |
| ■ レッド | QDFPLA-4 | QD3DF-06 | QD3DF-07 QD3DF-32 |
| ■ ピンク | QD3DF-12 | QD3DF-10 | |
| ■ ブラウン | QD3DF-03 | QD3DF-05 QD3DF-35 |
|
| ■ オレンジ | QDFPLA-8 | QD3DF-23 QD3DF-38 |
QD3DF-20 |
| ■ ゴールド | QDFPLA-3 | QD3DF-26 | QD3DF-25 |
| ■ イエロー | QDFPLA-7 | QD3DF-08 QD3DF-31 |
|
| ■ グリーン | QDFPLA-5 | QD3DF-28 | QD3DF-27 QD3DF-37 |
■ ダークグリーン | QD3DF-17 | QD3DF-13 |
1.0kg のものは各色 ¥3,000 前後、1.5kg のものは各色 ¥3,600 前後のようです。1.5kg 入りの方が割安ですね。
X-one では PVA (ポリビニールアルコール: 水溶性) や HIPS (耐衝撃ポリスチレン: 可溶性) のフィラメントも使えるようですが、エクストルーダ (押出機) が一つなのであまり使い道はないように思います (どちらもサポート材として使われる)。
See Also:












付属品は以下の通りです。

この他に以下のものが含まれています。
付属の SD カードリーダーは USB コネクタがやたらと固いので使わない方がいいかもです。8GB 読めればいいのなら100均にも売ってありますしね。また、電源コードは 3P なので、場合によっては 3P→2P変換アダプタが必要になるかもしれません。
本体底面の電源に電圧切り替えスイッチがあるので、115V 側になっているかどうかを確認してください。

日本向けに出荷されているものは 115V 側になっているハズですが、念のためにご確認を。
何はともあれ位置調整を行います。



 を押す。
を押す。
 を押す。これを全部で3か所行う (左手前→右手前→中央奥) 。
を押す。これを全部で3か所行う (左手前→右手前→中央奥) 。レベリングのやり方は SD カード内の "Leveling Video.mp4" という動画でも確認できます。
付属の SD カード内にサポートソフトウェアがあるのでインストールしておきます。PC にSD カードリーダーが搭載されていない機種の場合、付属の USB SD カードリーダーを使ってください (SD カードリーダーは100均で買ってきた方がいいかもですが...)。

このサポートソフトウェアは各種 3D モデルを GCODE に変換するスライスツールです。また、標準添付のサポートソフトウェアを Windows で動かす場合、管理者権限でしか動作しない事に注意してください。
他にも以下のソフトウェアを使うことができます。
標準のサポートソフトウェアは Cura を専用にカスタマイズしたもののようですね。Cura を使うのなら 15.04.6 等の古いバージョンがいいでしょう。
下の画像は Cura 15.04.6 のものです。

プリンタ設定はこんな感じですね。

必要な方がいらっしゃるかもしれないので、Cura 15.04.6 用設定ファイルも置いておきます。
フィラメントの種類によって、ノズル (ホットエンド) の温度とヒートベッドの温度を変える必要があります。
| 温度 | PLA | ABS |
| ノズル温度 (純正フィラメント) |
210℃ (180~220℃) |
230~240℃ (210~250℃) |
| ヒートベッド温度 | 40℃ | 110℃ |
| 冷却ファンの使用 | あり | なし |
デフォルトでは PLA の設定になっています。フィラメントが PLA なのにノズル温度が ABS の設定になっていると、ノズル内部で PLA が焦げて詰まります。
ちなみに、標準のサポートソフトウェア (Cura もですが) は画像を 3D モデルに変換する事ができます。


...するとこんなモデルになります。

See Also:
3D プリントする手順は以下の通りです。
「おい、USB 接続どこ行った!」 って話ですが、USB 接続によるデータ転送は QIDI が推奨していません。USB 接続だと、造形中は PC を占有してしまいますし (造形中の強制 Windows Update が怖い)、SD カード経由でのスタンドアロン動作が確実だと思います。一度 GCODE を作ったら PC の起動は不要ですし。
本体側の操作は以下の通り。





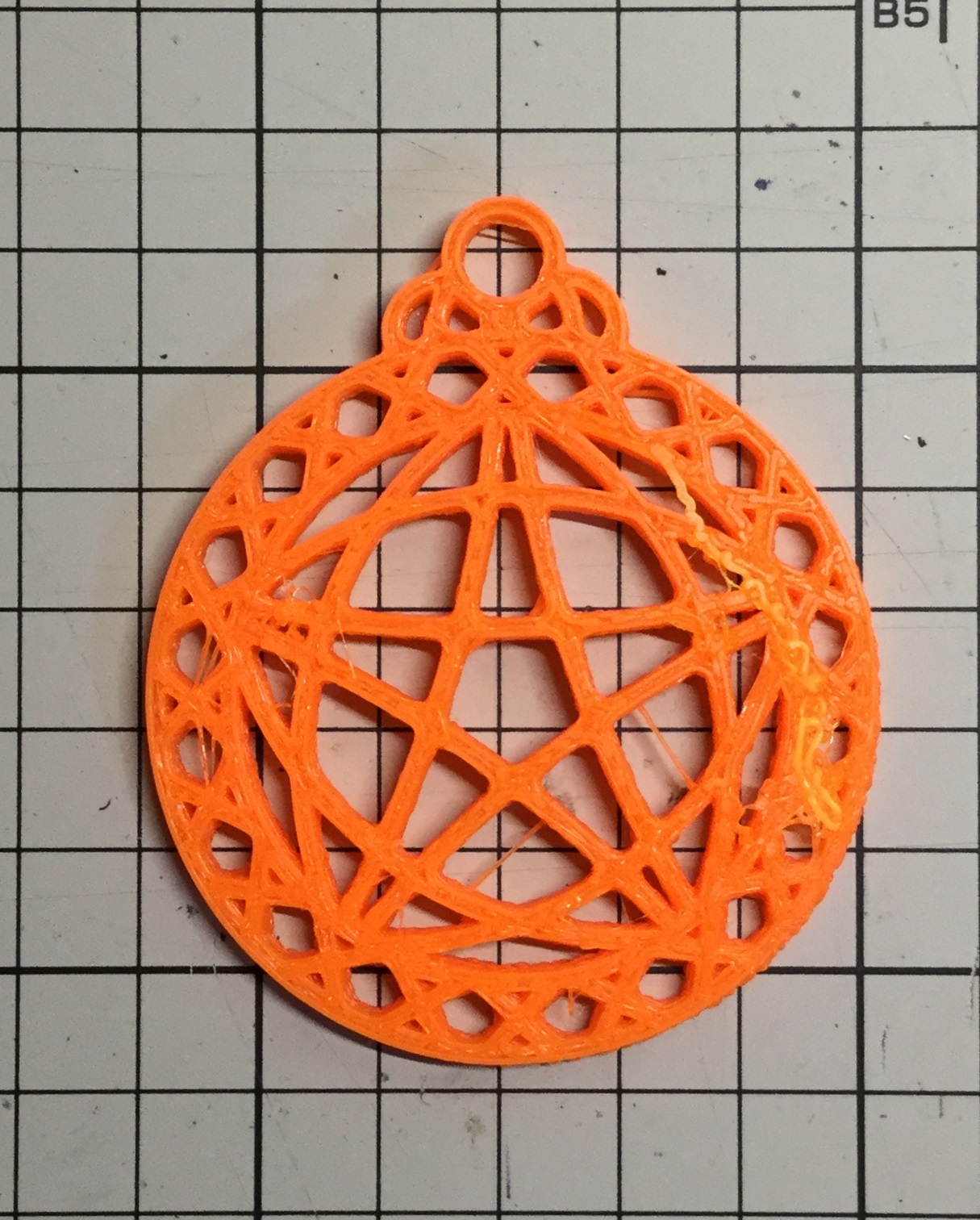
蛍光イエローの物体は、テスト用に使われたと思われるフィラメントで、ノズルの中に残っていたようです。造形が進んだら左側 (写真だと右) が剥離して反ってしまい、ちょっと荒れていますが、初 3D プリントとしてはうまくいった方じゃないでしょうか?
See Also:
一層目がうまく食い付かなかった等の理由で造形を途中で中断したい場合には  を押します。問題はこの時に表示されるダイアログです。
を押します。問題はこの時に表示されるダイアログです。

Would you like to save the breakpoint? と出ますが、ここで [Yes] を選択してはいけません。何故なら同じモデルを再度造形しようとした時に...

Whether from the breakpoint to print? と出てしまいます。さらにここで [Yes] を選ぶと先程の続きからとなるので、多くの場合ノズルが空を切る事になります。造形の強制終了時に押すボタンは [No] です。
それと、あまり使わないとは思いますが、 を押すと造形を一時中断できます。中断してフィラメントを交換すれば水平方向に多色造形ができますが...普通はそんな面倒な事はしないですよね?
を押すと造形を一時中断できます。中断してフィラメントを交換すれば水平方向に多色造形ができますが...普通はそんな面倒な事はしないですよね?
実は 3D プリンター用プラットフォームシートを一緒に購入していました (購入時: ¥1,867)。先に貼らなかったのは、比較テストを行いたかったからです。
造形途中。先程とは違い、捨てサポート材 (スカート) も出ていますね!
なお、画像ではプラットフォームシートの有無を判別しやすいように大雑把に貼ってありますが、現状ではサイズに合わせて四辺をカットしてあります。プラットフォームシートはカットしてから貼るよりも、貼ってからカットした方がキレイに仕上がると思います。

先程のものとの比較画像。どっちがどっちかすぐに判別できるくらいに違います。

やはりというか、一層目がちゃんと食いつくか食いつかないかで、その後のクオリティに差が出るようですね。こまめなレベリングももちろん必要でしょうが、これはそれ以前の問題のような気がします。プラットフォームシートはマストバイですね。
上にある黒い注意書きもプラットフォームシート (BuildTak?) なので剥がすことができます。それをせずにその上に貼ったのは、ヒートベッドにネジ穴があるからです。
See Also:
X / Y / Z 軸を文字通り手動で移動させた場合には、以下のテストを必ず行うようにしてください。
 ボタンを押してみる。
ボタンを押してみる。
ボタンを押しても初期位置に移動しないのであれば造形は必ず失敗するのですから、面倒に思えてもこのテストはやっておいた方がいいでしょう。
造形前に予熱しておくと一層目がヒートベッドに食いつきやすくなります。

予熱温度は PLA / ABS で異なるので注意。
| 温度 | PLA | ABS |
| ヒートベッド温度 | 40℃ | 110℃ |
| ノズル温度 (純正フィラメント) |
210℃ (180~220℃) |
230~240℃ (210~250℃) |
温度調整は数度単位でしかできないので、キッチリした温度に設定できない事がありますが、大体合ってればいいです。
フィラメント交換の手順は以下の通りです。
| PLA | ABS | |
| 予熱温度 | 210℃ | 230℃ |
 ボタンを押す。
ボタンを押す。
 ボタンを押すとエクストルーダが逆回転するので上部からフィラメントを抜く。 ボタンを押す。
ボタンを押すとエクストルーダが逆回転するので上部からフィラメントを抜く。 ボタンを押す。| 交換前 | 交換後 | 温度 | 説明 |
| なし | PLA | 210℃ | |
| PLA | PLA | ||
| なし | ABS | 230℃ | |
| ABS | ABS | ||
| ABS | PLA | 210℃だと最初に入っている ABS が溶けない | |
| PLA | ABS | 210℃だとABS で押し出せない |
ボタンを押す。

 ボタンを押すとエクストルーダが回転してフィラメントが吸い込まれる。
ボタンを押すとエクストルーダが回転してフィラメントが吸い込まれる。 ボタンを押す。前にセットしていたフィラメントの残りはすべて出す。 ボタンを押す。
ボタンを押す。前にセットしていたフィラメントの残りはすべて出す。 ボタンを押す。
ちょっとコツが必要ですが、慣れればどうという事はありません。
See Also:
一般的にプラスチックは静電気を帯びやすく、埃を呼び寄せやすいです...フィラメントも例外ではありません。X-one にはフィラメントガイドチューブがあるのでゴミが混じる可能性は低いのですが、フィラメントリールの時点で埃が付着している場合にはゴミを吸い込む可能性があるので、フィラメントフィルターを付けてみました。

使用したのは以下の 3D モデルです。

アーカイブに含まれる下記モデルを サポートなしの充填 100% (無垢) で造形しました。




スポンジが別途必要です。スポンジをあまりギュウギュウに詰めると負荷になってしまうので、ふんわりと入れた方がよさそうです。本来はエクストルーダに直接はめるもののようですが、ヘッドが重くなるのが嫌だったので、フィラメントスプール側に取り付けてみました (こういう使い方ならオスは TFF_Male_Flat_v2.1.stl がよかったかな?)。
とりあえず両サイドと前面を塞ぐ事にしました (現行の X-One 2 は最初から側面と前面にアクリルパネルが付いています)。

用意したのは 0.4mm プラ板 (3枚) と 13mm ネオジム磁石 (4個) です。どちらもダイソーで入手できます。
両サイドは内側に溝があるので、13cm 程カットしたプラ板 (257x230mm) をそこへ滑り込ませておいてから養生テープで止めてあります。図解するとこう。

下手な絵では意味が解らない方は、適当なクリアファイルで試してみてください。0.5mm でも滑り込ませられると思いますが、あまりに厚くて硬質なものだと割れます。
前面は取り外しができないとレベリングもままならないのでネオジム磁石で固定する方式にしました。250x350mm (7mm と 1.4cm カット) 程度にカットすれば、振動でプラ板が落ちることはありません。プラ板が液晶パネルのフレームに乗っかる形になるからです。加工ができる方なら前面はもっと厚いアクリルや塩ビの方が見栄えがすると思います。

レベリングペーパーを X-one 内に置き忘れていますが、どうせレベリングの時にしか使わないので置きっぱなしでもいいかな...(^^;A


上部はプラダンの箱ですっぽり覆うことにしました。箱はプラダンと養生テープでできており、ハンドルに乗っかる形になっています。後ろに 4cm 程はみ出しているのでフィラメントやエクストルーダのケーブルも箱の中です。内側にプラダンで作ったクサビ状のパーツを貼り付けてあるので、箱は常に後方にセットされます。
ここにある情報が役に立って、「調べる手間が省けたからオマイに飯でもおごってやるよ」 というハートウォーミングな方がいらっしゃいましたら、下のボタンからどうぞ。